
 扫一扫
扫一扫
新物通物资有限公司生产的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】均符合国家标准(GB)、产品品种丰富、规格齐全,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】产品深得用户依赖。欢迎新老客户来电垂询。
公司常备【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 高效是我们的服务宗旨,我们将竭诚为新老客户提供过硬的【齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、】产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。





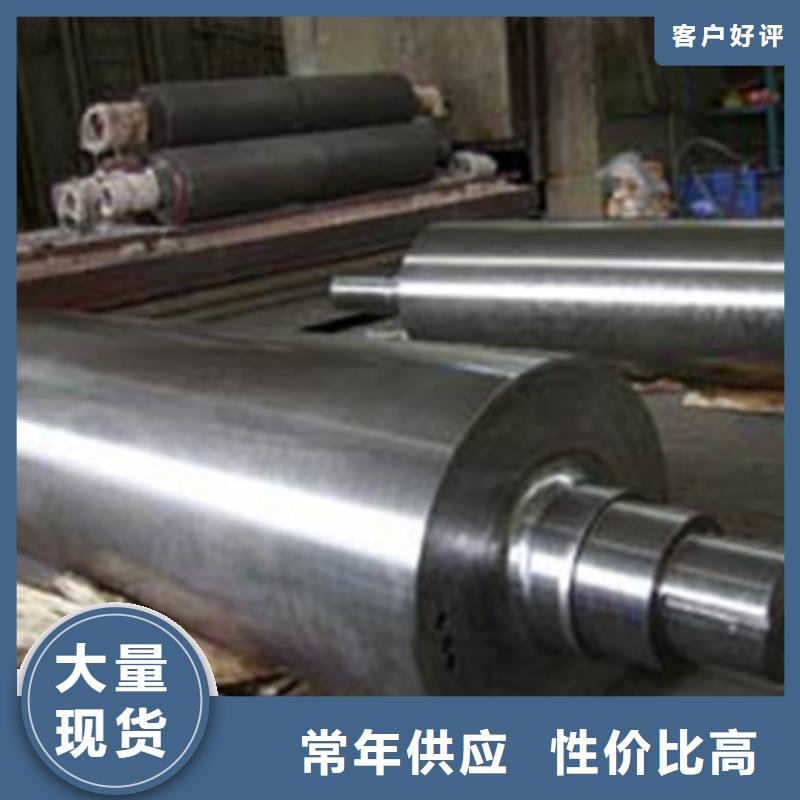
初轧机和型钥轧机的轧钢名义直径D,既是轧机的主要参数,也是轧辊尺寸的主要参数。当轧辊的直径D确定后,轧辊的其他参数受强度、刚度或结构上的限制也将随之确定。
初轧机和型钢轧机的轧辊辊身是有孔型酌,因此,轧辊的名义直径应有确切的含义。通常,型钢轧机是以齿轮机座的中心距作为轧辊名义直径;韧轧机把辊环外径作为名义直径。
因此,有孔型的轧辊其名义直径均大于其工作直径。为避免孔槽切人过深,轧辊名义直径与工作直径的比值一般不大于1.4。
轧辊工作直径可根据 咬人角。和轮辊的强度要求来确定。
计算出的轧辊直径换算成轧辊名义直径,应符合 规定的韧轧机与型钢轧机系列标准。我国初轧机系列有750、850、1150JL种;横列式型钢轧饥有4500/300、4650b 4800等。






钢液与已经预热的芯轴表面熔合,并因结晶器的冷却而凝固,形成复合层。借助移动装置不断由结晶器中拉出已经凝固的部分(或结晶器上移),同时上部钢水不断注入,直至达到预定的轧辊长度为止。目前国外ESSLM法已实现了工业化,采用ESSLM工艺生产的高速钢复合轧辊外层致密,无缩孔、裂纹、疏松等缺陷,外层金属与芯轴熔合良好,主要合金元素、硬度及显组织在高度方向及横断面上的分布均匀。
2.2喷射成形(Osprey)高速钢轧辊
Osprey技术是在粉末冶金惰性气体雾化制粉的基础上发展起来的一种近终成形技术,它是充分利用已精炼的液态金属,用高压惰性气体将合金液流雾化成细小的熔滴,熔滴在高速气流的作用下飞行并被雾化气体冷却,
技术支持:81940.com